بر اساس تجربیات میدانی در صنعت فلزکاری و تولید، یکی از پرهزینه ترین مشکلاتی که کارخانه ها و کارگاه های برش با آن دست و پنجه نرم میکنند، مدیریت ضعیف ضایعات مواد اولیه است. بهینه سازی نقشه برش دقیقا همان ابزاری است که این مشکل را از ریشه حل میکند. در این مقاله با رویکردی کاملا اجرایی توضیح میدهیم که چطور با یک برنامه ریزی درست در طراحی نقشه برش، میتوان پرت متریال را به شکل چشمگیری کاهش داد و هزینه تولید را کنترل کرد.
آیا میدانید که در بسیاری از خطوط تولید، تنها با بهبود چیدمان قطعات روی ورق، میتوان بین ۱۰ تا ۳۰ درصد از مصرف مواد اولیه را صرفه جویی کرد؟ این عدد وقتی با حجم بالای تولید ضرب شود، به مبالغ قابل توجهی تبدیل میشود. کارشناسان حوزه تولید صنعتی بر این باورند که سرمایه گذاری روی ابزارهای بهینه سازی برش، یکی از پربازده ترین تصمیم ها برای کسب و کارهای تولیدی است.
بهینه سازی نقشه برش چیست و چرا در کاهش ضایعات اهمیت دارد؟
بهینه سازی نقشه برش به فرآیندی گفته میشود که در آن، قطعات مورد نیاز به شکلی روی ورق یا مواد خام چیده میشوند که کمترین میزان فضای بلا استفاده باقی بماند. این کار در ظاهر ساده به نظر میرسد اما در عمل، یک چالش ریاضی پیچیده است که نیاز به الگوریتم های تخصصی دارد. بهینه سازی مصرف مواد اولیه از این طریق، مستقیما روی سودآوری یک واحد تولیدی اثر میگذارد.
وقتی نقشه برش بهینه نباشد، هر بار که یک ورق برش میخورد، بخشی از آن به عنوان ضایعات کنار گذاشته میشود. اگر این درصد کم باشد در روز ممکن است مشکل بزرگی نباشد، اما وقتی تعداد ورق های برش خورده در روز به ده ها یا صدها عدد برسد، مجموع این ضایعات به یک هزینه سنگین تبدیل میشود. به همین دلیل است که مدیریت ضایعات در صنعت برش فلزات یکی از اولویت های اصلی مدیران تولید است.
شاید برایتان سوال باشد که چرا برخی کارخانه ها با مواد مشابه، هزینه تولید کمتری دارند. جواب اغلب در همین جاست: آنها از بهینه سازی نقشه برش به درستی استفاده میکنند و رقیبانشان نه. این تفاوت در نهایت به اختلاف قیمت فروش و سودآوری تبدیل میشود.
مفهوم نقشه برش و نقش آن در بهره وری خطوط تولید
نقشه برش ورق فلزی یک طرح بصری است که نشان میدهد هر قطعه باید از کجای ورق بریده شود. این نقشه شامل موقعیت، اندازه، زاویه و ترتیب برش هر قطعه است. در روش های سنتی، این کار توسط اپراتور به صورت دستی انجام میشد اما امروزه نرم افزارهای تخصصی این فرآیند را با دقت و سرعت بسیار بالاتری انجام میدهند. طبق استانداردهای صنعت، یک نقشه برش بهینه باید راندمان متریال آن بالاتر از ۸۵ درصد باشد.
نقش نقشه برش در خطوط تولید فراتر از صرفه جویی در مواد اولیه است. یک نقشه برش خوب، ترتیب منطقی برش قطعات را هم تعریف میکند که باعث میشود ماشین برش کمتر حرکت اضافی داشته باشد، زمان کارکرد کاهش یابد و در نتیجه انرژی و هزینه نگهداری دستگاه هم پایین بیاید. این یعنی یک نقشه برش خوب به طور همزمان چند عامل هزینه زا را مدیریت میکند.
در پروژه هایی که از ورق کامپوزیت پرمیوم باند استفاده میشود، داشتن یک نقشه برش دقیق اهمیت دو چندانی پیدا میکند چون ضخامت و خواص مکانیکی این مواد با فلزات معمولی تفاوت دارد.
افزایش راندمان توليد در خطوط برش صنعتی مستقیما به کیفیت نقشه برش وابسته است. هر بار که یک ورق نادرست برش بخورد، نه تنها متریال هدر میرود، بلکه باید برای قطعه معیوب جایگزین پیدا کرد که این خودش زمان و هزینه اضافه دارد. بنابراین یک نقشه برش دقیق در واقع یک سپر محافظ برای کیفیت تولید هم هست.
تاثیر بهینه سازی چیدمان قطعات بر کاهش پرت متریال
چیدمان قطعات روی ورق، هنر و علم با هم است. در ساده ترین حالت، میتوان قطعات را به صورت ردیفی کنار هم چید، اما این روش معمولا بیشترین ضایعات را ایجاد میکند. بهینه سازی برش ورق یعنی پیدا کردن چیدمانی که بیشترین سطح ورق توسط قطعات پوشانده شود و کمترین فضای خالی بین آنها بماند.
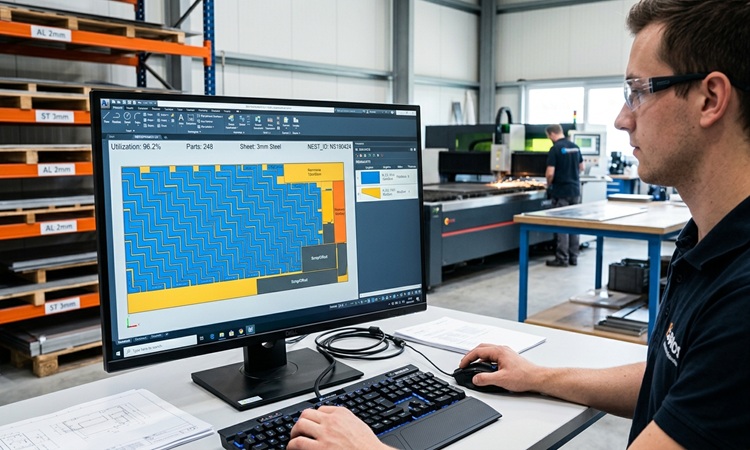
یکی از تکنیک های موثر، چرخاندن قطعات با زوایای مختلف برای پیدا کردن بهترین جایگاه است. گاهی یک قطعه که در حالت عادی فضای زیادی اشغال میکند، با چرخش ۹۰ درجه بهتر در کنار قطعات دیگر جا میافتد. نرم افزارهای Nesting Software این محاسبات را در ثانیه انجام میدهند و هزاران حالت مختلف را بررسی میکنند تا بهترین گزینه را پیدا کنند.
شاید برایتان جالب باشد که بر اساس تجربیات میدانی در پروژه های برش صنعتی، صرف استفاده از یک نرم افزار بهینه سازی مناسب بدون تغییر دیگری در خط تولید، کاهش پرت متریال بین ۱۵ تا ۲۵ درصد کاملا دست یافتنی است. این میزان بهبود در مقیاس یک کارخانه متوسط، به صرفه جویی قابل توجهی در سال منجر میشود.

عوامل موثر بر بهینه سازی نقشه برش و کاهش ضایعات
برای اینکه بهینه سازی نقشه برش به نتیجه واقعی برسد، باید عوامل مختلفی را با هم در نظر گرفت. این عوامل از ویژگی های فیزیکی مواد شروع میشوند و تا مشخصات فنی ماشین آلات و مهارت نیروی انسانی ادامه پیدا میکنند. بی توجهی به هر کدام از این عوامل میتواند کل فرآیند بهینه سازی را بی اثر کند.
کاهش هزینه توليد واقعی نیازمند نگاه سیستماتیک است. یعنی نمیشود فقط روی نرم افزار حساب کرد اما از دقت دستگاه برش غافل شد، یا صرفا ماشین خوب داشت اما به مهارت اپراتور توجه نکرد. هر حلقه از این زنجیر اگر ضعیف باشد، نتیجه نهایی را تحت تاثیر قرار میدهد.
طبق استانداردهای مطرح در صنعت برش، از جمله راهنماهای فنی انجمن تولیدکنندگان فلزات کارشده، مجموعه ای از پارامترهای کلیدی وجود دارد که تعیین کننده میزان موفقیت در کاهش ضایعات هستند. آشنایی با این پارامترها به تیم تولید کمک میکند تا تصمیم های بهتری بگیرد.
مقایسه عوامل موثر بر میزان ضایعات، هزینه تولید و بهره وری
برای اینکه بتوانید اولویت بندی درستی در بهبود فرآیند برش داشته باشید، مهم است که بدانید هر عامل چه میزان از تاثیرگذاری دارد. جدول زیر مهم ترین معیارهای موثر بر ضایعات و بهره وری را با هم مقایسه میکند تا دید روشن تری نسبت به نقاط بهبود پیدا کنید.
| معیار | توضیح مختصر | اهمیت |
|---|---|---|
| ضخامت ورق | انتخاب ضخامت نامناسب باعث افزایش پرت و دشواری برش میشود | زیاد |
| ابعاد قطعات | تناسب ابعاد قطعات با سایز ورق نقش مستقیم در کاهش ضایعات دارد | زیاد |
| نوع ماشین برش | ماشین CNC دقت بالاتر و پرت کمتری نسبت به برش دستی دارد | زیاد |
| نرم افزار نقشه برش | نرم افزارهای Nesting کارامد تا 20 درصد مصرف متریال را کاهش میدهند | زیاد |
| ترتیب برش قطعات | چیدمان هوشمند قطعات با الگوریتم بهینه میزان فضای بلا استفاده را کم میکند | متوسط |
| آموزش اپراتور | اپراتور آموزش دیده خطاهای اجرایی را به حداقل میرساند | متوسط |
| درز برش (Kerf) | در نظر گرفتن عرض برش در نقشه از اشتباه در ابعاد جلوگیری میکند | کم |
همانطور که از جدول مشخص است، بیشترین تاثیر بر کاهش ضایعات مربوط به انتخاب نرم افزار مناسب، دقت ماشین CNC و توجه به ابعاد قطعات است. سرمایه گذاری روی این سه عامل، بیشترین بازگشت سرمایه را در بلند مدت به همراه دارد.
نقش نرم افزارهای Nesting و سیستم های CNC در بهینه سازی برش
نرم افزار نقشه برش یا همان Nesting Software، امروزه به ابزار اصلی مهندسان تولید در سراسر دنیا تبدیل شده است. این نرم افزارها از الگوریتم برش پیشرفته استفاده میکنند که قادرند در کمترین زمان ممکن، بهترین چیدمان قطعات را پیدا کنند. نرم افزارهایی مثل SigmaNEST, Lantek, Alma, Nestfab از شناخته شده ترین گزینه های موجود در بازار هستند.
اتصال نرم افزار نقشه برش به دستگاه های برش CNC یک گام مهم در اتوماسیون فرآیند تولید است. در این حالت، نقشه بهینه مستقیما به دستگاه ارسال میشود و اپراتور دیگر نیازی به تفسیر دستی ندارد. این یکپارچگی هم دقت را بالا میبرد و هم خطاهای انسانی را به حداقل میرساند. برش CNC وقتی با یک نقشه بهینه ترکیب شود، نتیجه ای است که بیشترین راندمان ممکن را به همراه دارد.
در پروژه هایی که با مواد پیچیده تر مثل ورق کامپوزیت سه بعدی کار میکنید، انتخاب نرم افزار Nesting سازگار با ویژگی های خاص این متریال اهمیت ویژه ای دارد.
یکی از قابلیت های مهم نرم افزارهای جدید، شبیه سازی کامل فرآیند برش قبل از اجرای واقعی است. اپراتور میتواند ببیند که قطعات چطور بریده میشوند، کجا ممکن است مشکل ایجاد شود و میزان پرت نهایی چقدر خواهد بود. این امکان قبل از اینکه هزینه ای صرف شود، فرصت اصلاح و بهبود را فراهم میکند.
بهترین روش های اجرایی برای کاهش ضایعات در فرآیند برش
دانستن اصول بهینه سازی نقشه برش به تنهایی کافی نیست. باید این اصول را در عمل هم اجرا کرد. روش های اجرایی که در اینجا معرفی میشوند، حاصل تجربه مستقیم در پروژه های صنعتی واقعی هستند و بر اساس نتایج قابل اندازه گیری انتخاب شده اند. این روش ها در هر مقیاس تولیدی قابل پیاده سازی هستند.
کاهش پرت متریال در عمل به یک رویکرد چند لایه نیاز دارد. یعنی باید همزمان به طراحی نقشه، شرایط ماشین آلات، توانایی اپراتورها و فرآیندهای کنترل کیفیت توجه کرد. اگر فقط یکی از این لایه ها را بهبود بدهید و بقیه را نادیده بگیرید، نتیجه مطلوب حاصل نخواهد شد.
آیا میدانید که یک اشتباه رایج در کارگاه های برش این است که بهینه سازی نقشه فقط برای سفارش های بزرگ انجام میشود؟ در حالی که حتی سفارش های کوچک هم با یک چیدمان خوب میتوانند هزینه متریال را به طور محسوسی کاهش دهند. این دیدگاه غلط را کنار بگذارید و بهینه سازی را به یک رویه ثابت در تمام سفارش ها تبدیل کنید.
تکنیک های حرفه ای چیدمان قطعات روی ورق و استفاده حداکثری از متریال
حرفه ای ترین تکنیک در چیدمان قطعات روی ورق، استفاده از قطعات مکمل است. یعنی قطعاتی که شکل آنها با هم جور است را کنار هم قرار دهید تا فضای خالی بین آنها به حداقل برسد. مثلا اگر یک قطعه L شکل دارید، میتوانید یک قطعه مشابه آن را برعکس کنار آن بگذارید و فضای خالی را پر کنید. این تکنیک ساده اما در عمل بسیار موثر است.
تکنیک دیگر، دسته بندی سفارش ها بر اساس ضخامت و نوع متریال است. وقتی قطعاتی با ضخامت یکسان را با هم در یک نقشه برش جمع میکنید، نه تنها پرت کمتری دارید، بلکه تعویض تنظیمات دستگاه هم به حداقل میرسد که در زمان کل تولید صرفه جویی قابل توجهی ایجاد میکند.
استفاده از قطعات باقیمانده هم یک تکنیک مهم است که اغلب نادیده گرفته میشود. بسیاری از کارگاه ها تکه های باقیمانده ورق را به عنوان ضایعات کنار میگذارند، اما اگر این تکه ها کاتالوگ بندی و در یک سیستم مدیریت ضایعات ثبت شوند، برای سفارش های کوچک بعدی قابل استفاده خواهند بود. این کار مصرف ورق جدید را کاهش میدهد و هزینه را پایین میآورد.
در اینجا مهم ترین تکنیک های چیدمان که به طور مستقیم بر کاهش ضایعات تاثیر دارند را مرور میکنیم:
- استفاده از قطعات مکمل برای پر کردن فضاهای خالی
- دسته بندی سفارش ها بر اساس ضخامت و جنس متریال
- ثبت و مدیریت تکه های باقیمانده برای استفاده در سفارش های آینده
رعایت این سه اصل در کنار هم، پایه یک سیستم بهینه مدیریت متریال را تشکیل میدهد که در بلند مدت تفاوت چشمگیری در هزینه تولید ایجاد میکند.
بررسی خطاهای رایج در طراحی نقشه برش و راه های جلوگیری از آنها
شایع ترین خطا در طراحی نقشه برش، عدم توجه به درز برش (Kerf) است. هر بار که ابزار برش از ورق عبور میکند، مقداری از متریال به صورت پودر یا ذرات ریز از بین میرود. اگر این عرض برش در محاسبات نقشه لحاظ نشود، ابعاد قطعات نهایی با آنچه در نقشه تعریف شده تفاوت خواهد داشت. این اشتباه ساده میتواند باعث ضایعات زیاد و حتی رد شدن کل سفارش شود.
خطای دیگر، تکی در نظر گرفتن سفارش ها به جای نگاه دسته جمعی است. وقتی هر سفارش جداگانه برش بخورد، هر بار مقداری از ورق به عنوان حاشیه و فضای خالی هدر میرود. اما اگر چند سفارش مشابه با هم در یک نقشه ترکیب شوند، راندمان کلی به طور قابل توجهی بالا میرود. کارشناسان حوزه نرم افزار توصیه میکنند سفارش هایی که در یک بازه زمانی دریافت میشوند را جمع آوری کرده و با هم در یک نقشه بهینه برش بزنید.
یک خطای کمتر شناخته شده، نادیده گرفتن جهت الیاف یا نورد در ورق های فلزی است. برخی فلزات دارای خواص مکانیکی متفاوت در جهات مختلف هستند و برش در جهت اشتباه میتواند کیفیت قطعه نهایی را پایین بیاورد. این موضوع در بهینه سازی برش فلزات باید همیشه در نظر گرفته شود تا قطعه علاوه بر ابعاد درست، کیفیت مکانیکی مطلوب هم داشته باشد.
خطای آخری که میخواهیم به آن اشاره کنیم، عدم به روزرسانی نقشه های برش پس از تغییر تامین کننده ورق است. هر تامین کننده ممکن است ورق هایی با ابعاد استاندارد کمی متفاوت تولید کند. اگر نقشه های برش با ابعاد واقعی ورق های دریافتی تطبیق داده نشوند، حاشیه های غیرضروری ایجاد میشوند که هدر رفتن مواد اولیه را در پی دارند.
جمع بندی
بهینه سازی نقشه برش نه یک انتخاب لوکس، بلکه یک ضرورت اقتصادی برای هر واحد تولیدی است که با مواد خام برش کار میکند. سه پیام اصلی این مقاله را به خاطر بسپارید: اول، بهینه سازی نقشه برش میتواند بین ۱۰ تا ۳۰ درصد از مصرف متریال را کاهش دهد؛ دوم، استفاده از نرم افزارهای Nesting Software متخصص در کنار دستگاه های CNC بیشترین تاثیر را در کاهش ضایعات دارد؛ سوم، جلوگیری از خطاهای رایج مثل نادیده گرفتن Kerf یا نگاه تکی به سفارش ها به اندازه استفاده از ابزارهای پیشرفته اهمیت دارد. توصیه عملی این است که همین امروز یک نقشه برش نمونه از سفارش های اخیرتان را با یک نرم افزار Nesting بهینه کنید و خودتان میزان کاهش ضایعات را اندازه بگیرید.
مقالات مرتبط
سوالات متداول
- بهینه سازی نقشه برش چقدر در کاهش هزینه تولید موثر است؟
بسته به نوع تولید و روش قبلی، این فرآیند میتواند بین ۱۰ تا ۳۰ درصد از هزینه مواد اولیه را کاهش دهد. - بهترین نرم افزار Nesting برای برش صنعتی کدام است؟
نرم افزارهایی مثل SigmaNEST، Lantek و Alma از محبوب ترین گزینه ها هستند که هر کدام برای نوع خاصی از تولید مناسب ترند. - آیا بهینه سازی نقشه برش برای کارگاه های کوچک هم مقرون به صرفه است؟
بله، حتی در مقیاس کوچک هم کاهش ضایعات مستقیما به سود بیشتر و قیمت رقابتی تر منجر میشود. - 4.Kerf در نقشه برش یعنی چه و چرا مهم است؟
Kerf عرض واقعی برش است که اگر در نقشه لحاظ نشود باعث اشتباه در ابعاد قطعات نهایی میشود. - چه تفاوتی بین نقشه برش دستی و بهینه سازی خودکار با نرم افزار وجود دارد؟
نرم افزار هزاران حالت چیدمان را در ثانیه بررسی میکند و بهترین گزینه را انتخاب میکند که انسان به تنهایی قادر به این کار نیست.